
- Тип техники
- Бренд
Просмотр инструкции сварочного оборудования BlueWeld Digital plus 5500 220V, страница 10
- 10 -
www.blueweld.ru
Внимание!
Максимальная толщина свариваемых односторонним способом листов не более 1+1 мм. Этот тип сварки не
допускается на несущих деталях кузовов.
Для достижения хороших результатов сварки необходимо соблюдение следующих условий:
1. Качественное соединение с массой;
2. Свариваемые детали должны быть очищены от лаков, жиров или масел;
3. Свариваемые детали должны быть плотно прижаты
друг к другу; не допустимо образование
воздушной прослойки между деталями. Прижимать детали нужно не пистолетом, а специальным
инструментом. Очень сильное нажатие пистолетом приведет к плохому качеству сварки;
4. Толщина верхнего листа не должна превышать 1 мм.
5. Диаметр кончика электрода должен быть 2,5 мм.
6. Крепеж электрода должен быть хорошо затянут; плотность
контакта клеммы сварочного кабеля тоже
должна быть хорошей.
7. При сварке следует прилагать небольшой нажим (3-4 кг). Не следует убирать электрод до того как
погаснет зеленый индикатор.
Точечная сварка с одновременной оттяжкой специальной шайбы (
).
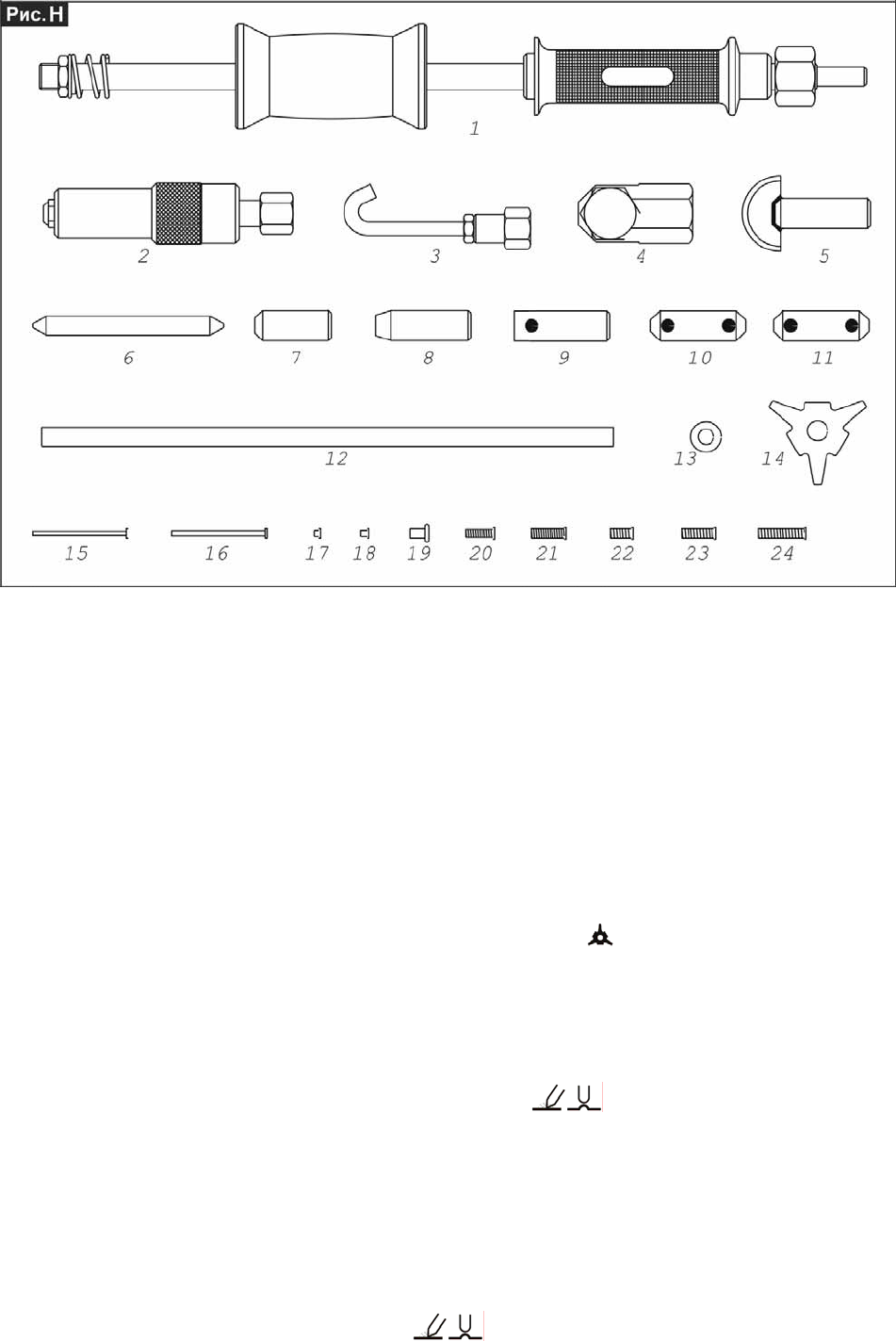
Эта операция осуществляется при помощи шпинделя (Рис. H п.4) устанавливаемого на экстрактор (Рис. H п.1) и
подсоединяемого к пистолету. Специальную шайбу (Рис. H п.14) устанавливают на шпиндель (Рис. H п.4) и
закрепляют ее специальным болтом. После этого шайбу устанавливают на выбранном месте и приваривают, а после
регулировки сварочного аппарата приступают к оттяжке.
В
заключение экстрактор проворачивают на 90°, чтобы отсоединить шайбу, которая затем приваривается на
новое место.
Нагревание и восстановление формы листового материала (
).
В этом режиме таймер времени не работает, а продолжительность работы определяется в ручную. Процесс
продолжается пока нажата кнопка на пистолете.
Интенсивность тока устанавливается автоматически в зависимости от выбранной толщины материала.
Углеродные электроды (Рис. H п.12) устанавливаются в зажим пистолета и зажимают при помощи гайки.
Концом электрода производится касание предварительно очищенной поверхности
материала и аппарат приводится в
действие нажатием кнопки пистолета. Кругообразными движениями от периметра к центру поверхность нагревают
так, что при последующем остывание она возвращается в первоначальную форму. Для того чтобы предотвратить
чрезмерное расплавление материала, обрабатывают небольшие площади, а сразу же после обработки это место
«проходят» влажной ветошью, чтобы охладить обработанный
участок.
Восстановление формы листового материала (
).
В этом режиме можно разглаживать листовой материал при помощи соответствующего электрода, а также
выравнивать вмятины.
www.blueweld.ru
Ваш отзыв будет первым