
- Тип техники
- Бренд
Просмотр инструкции сварочного оборудования BlueWeld Aluplus 6100, страница 9
- 9 -
www.blueweld.ru
Очень важно создать прочность в месте сварки между болтом и рабочей поверхностью. Особенно нежелательны
для стали закалочные трещины. Для обрабатываемого материала и прочности болтов действуют очень жесткие
допуски. Содержание углерода в болтах из стали должно быть ниже 0,2%. Свариваемость различных материалов и
допустимые комбинации между болтом и металлической рабочей поверхностью указаны в
таблице 2.
Таблица 2.
Материал болта
Материал привариваемой поверхности
Сталь
0,2 % углерода с
медным покрытием
Нержавеющая сталь
Латунь
Медь/ Цинк 38%
Алюминий/ Магний
3%
Алюминий/ Кремний
12%
Алюминий 99,5%
Сталь, до 30% углерода A A A C C C
Гальванизированная сталь B B A C C C
Нержавеющая сталь A A B C C C
Латунь A B A C C C
Медь B C A C C C
Алюминий 99,5% C C C A B B
Алюминий/ Магний 1% C C C B A B
Алюминий/ Магний 3-5% C C C B A B
Алюминий/ Магний/Кремний C C C B A B
Максимальный предел прочности, Н/мм
2
400 500 350 180 150 100
А - хороший сварная комбинация
В - не очень хорошая сварная комбинация
С - несварная комбинация
К сведению: рабочая поверхность должна быть гладкой. Слой эмали, ржавчины, окалины, жира или любого
другого несвариваемого металлопокрытия должен быть удален. Для этого необходимо использовать
вспомогательные средства. Металлическая основа со слоем окалины или ржавчины должна быть тщательно очищена.
В Таблице 3 приведены значения напряжения заряда конденсатора (регулируемые потенциометром) и
перечислены для установки значения
давления пружины в зависимости от типа привариваемых болтов (М3, М4, М5,
М6, штифт).
Примечание: для железосодержащих материалов необходимо сократить данные из таблицы на 20-30%.
Таблица 3. Установки параметров сварки.
Размер Напряжение конденсатора, В Давление пружины
М3
75 3
М4
100 5 - 5,5
М5
140 5,5 - 6
М6
150 7 - 8
Гвоздь
80 2,5
Штифт
100 5
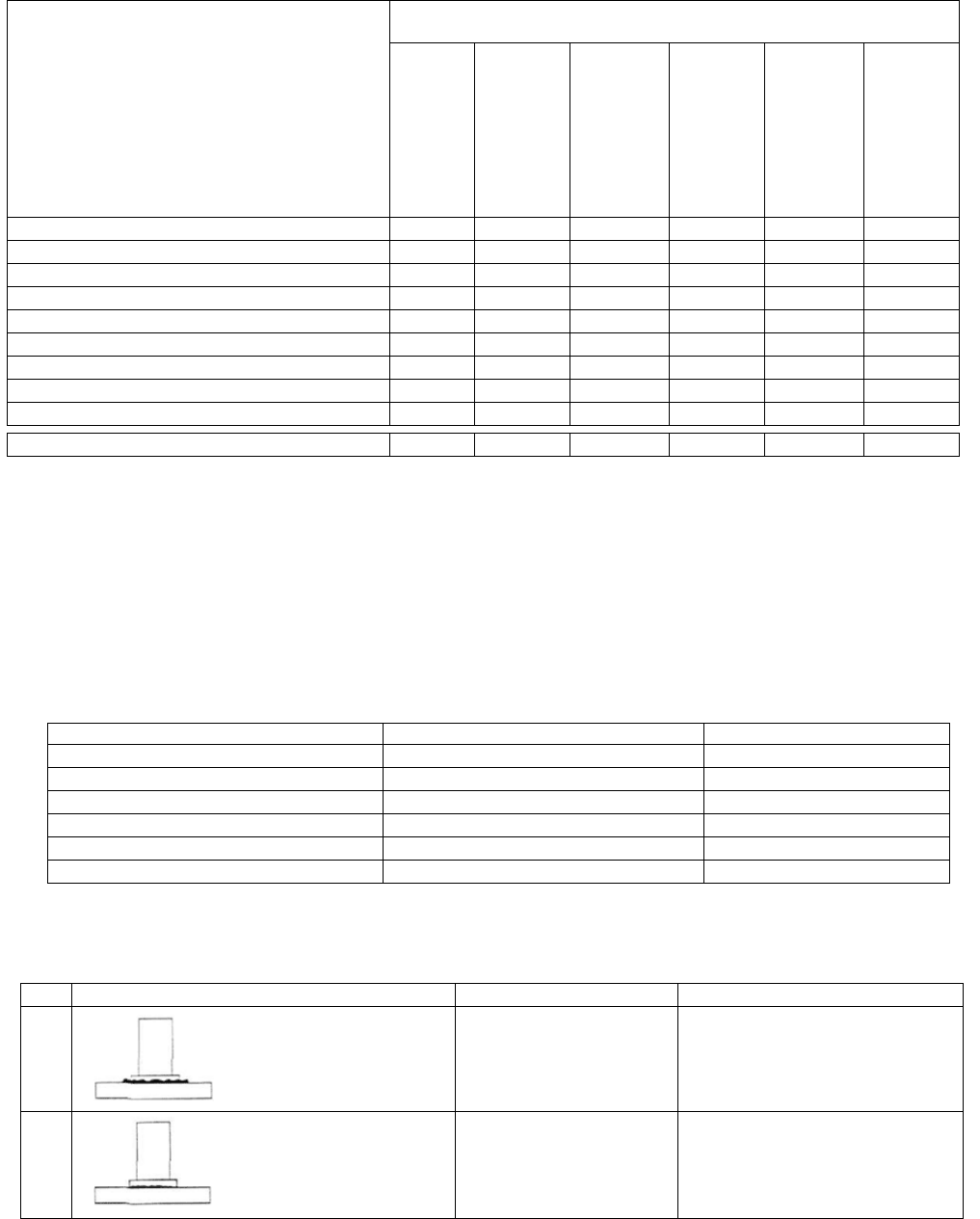
Ошибки и их исправление при сварке методом конденсаторной разрядки (Таб. 4).
Чтобы оценить качество сварки в Таблице 4 указаны, какие дефекты могут возникать при сварке и какие есть
возможности их исправить.
Таблица 4.
NN Сварной шов Вероятная причина Как исправить
1
Небольшое растекание
при сварке.
Нет видимых дефектов.
Правильная сварка. Не исправлять.
2
Зазор между болтом и
рабочей поверхностью.
-Слишком низкая мощность
сварки.
-Недостаточный прижим
металла.
-Давление слишком
высокое.
-Увеличить мощность сварки.
-Улучшение прижима.
-Уменьшение давления.
Ваш отзыв будет первым