
- Тип техники
- Бренд
Просмотр инструкции сварочного оборудования Awelco ONDULIX 80US, страница 12
2. ПРАВИЛА ПО ЭЛЕКТРОБЕЗОПАСНОСТИ:
1. Не используйте поврежденный кабель. До начала работы
убедитесь в достаточном заземлении кабеля. Это предотвратит
возможность поражения электрическим током.
2. Никогда не обматывайте кабель вокруг тела. Соблюдайте
дистанцию от сварочного пистолета.
3. Не выполняйте сварочные работы во влажных помещениях.
Соблюдайте все возможные меры предосторожности!
4. Не работайте при открытом источнике э
лек
тропитания. Это
может испортить аппарат или привести к личному травматизму.
3. ПРЕДОТВРАЩЕНИЕ ВОЗГОРАНИЯ:
1. Убедитесь в наличии огнетушителя в рабочем помещении.
Периодически проверяйте исправность огнетушителя.
2. Поместите аппарат горизонтально на устойчивую ровную
поверхность. Обеспечьте хорошую вентиляцию рабочего
помещения. 3. Соблюдайте меры предосторожности при
проведении сварки контейнеров с топливом или рабочим
маслом.
4. ФРОНТАЛЬНЫЙ СУ
ПП
ОРТ: Соответствующие винты уже
вкручены в основание корпуса. Следовательно:
- Открутите винты и поместите суппорт так, чтобы отверстия
совпали., Закрутите винты.
5. УСТАНОВКА: Аппарат должен быть включен в розетку,
соответствующую потребляемой мощности. Электрическое
соединение необходимо осуществлять с помощью мульти-
полярного кабеля, имеющего два соединителя для источника
питания и заземленного кабеля (же
лто-зеленого цв
ета). А)
Подключите массу к положительному или отрицательному
полюсу в зависимости от типа сварки. В) Подключите сварочный
пистолет к другому полюсу. С) Установите необходимые
параметры с помощью потенциометра.
6. СВАРКА TIG:
6.1. Руководство по проведению сварки TIG: Подсоедините
массу к положительному полюсу. Установите необходимый
показатель сварочного тока с помощью потенциометра,
находящегося на пе
ре
дней панели, с учетом диаметра
вольфрамового электрода и толщины свариваемого металла.
6.2. Зажигание электрической дуги:
1. Поместите керамическую часть сварочного пистолета на
металл (см. рис.1).
2. Изогнув запястье, поведите сварочным пистолетом вдоль
сварочного шва, поместив вольфрамовый электрод на металл
(рис. 2). 3. Обратным движением запястья прервите процесс
сварки (рис. 3) , удалив сварочный пистолет от ме
талла.
6.3. TIG сварка с “поднятой дугой”–“lift ar c”
1. Установите переключатель TIG/MMA в положение TIG,
Поместите электрод сварочного пистолета на металл.
2. Приподнимите электрод, поворачивая сварочный пистолет
(рис. 3). Таким образом, Вы зажжете дугу, Для прекращения
процесса сварки удалите сварочный пистолет от металла.
7. СВАРКА ММА:
7.1. Характеристики :
“Hot start” – “Запуск из горячего состояния/ легкое зажигание
дуги”. Автоматическое повышение на 50
% на 0,5
секунд.
“Arc Force” – “Модуляция сварочного тока”. Автоматическое
изменение тока до 30% в зависимости от расстояния электрода
от металла.
“Anti Sticking” – “Выключение тока электродной сварки”. При
залипании происходит короткое замыкание и подача тока
прекращается автоматически через 1,5 сек.
7.2. Руководство по проведению сварки ММА: Соедините
зажим электрода с положительным полюсом, а кабель массы с
отрицательным п
олю
сом источника питания. Показатель
сварочного тока должен соответствовать диаметру
применяемого электрода и толщине свариваемого металла.
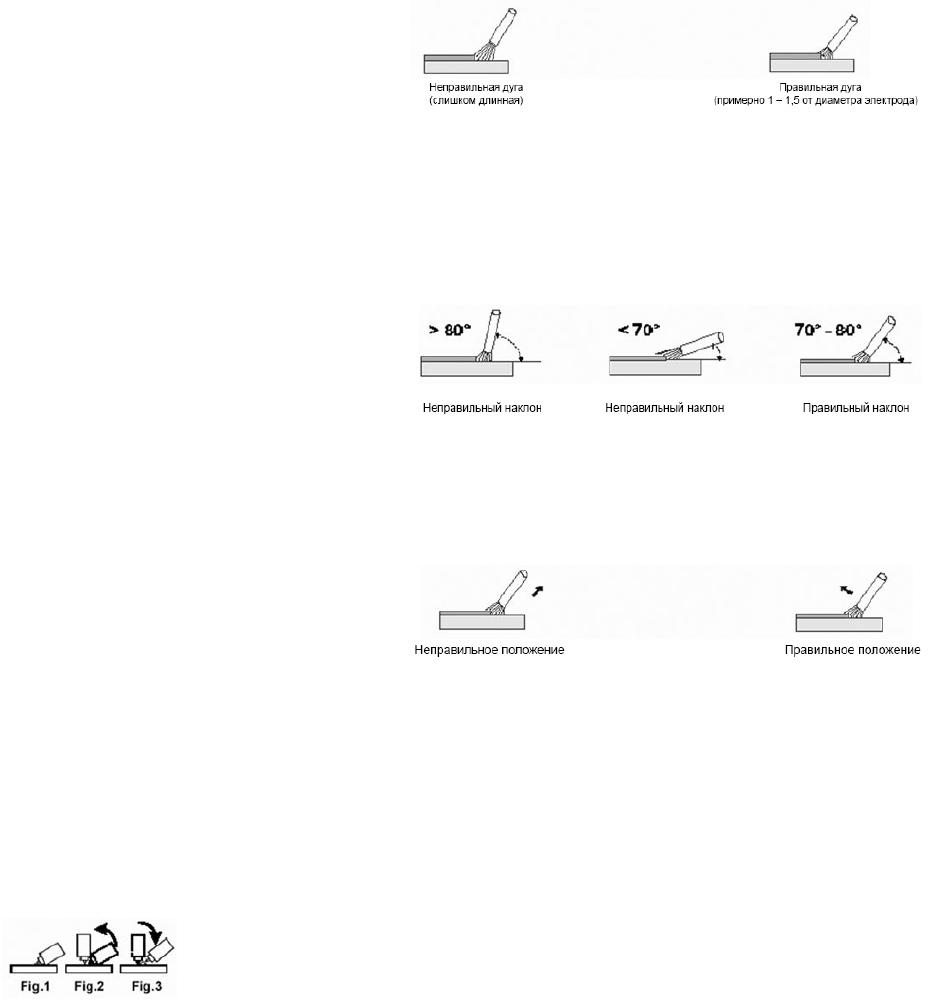
7.3. Зажигание дуги:: Для зажигания дуги достаточно чиркнуть
электродом по металлу. Наклон электрода в рабочем
направлении должен составлять 60° (см. рисунок). Длина дуги
должна соответствовать или быть в полтора раза больше
диаметра применяемого электрода.
Очень важно, чтобы длина дуги была правильной, т.к. это влияет
на сварочный ток и напряжение. Непрочный сварочный шов
является результатом неправильного тока сварки. Наклон
электрода (вперед) должен составлять 70° или 80°. При слишком
большом наклоне сварочный шов может стать пористым. При
маленьком наклоне образуется большое количество брызг и
неустойчивая сварочная дуга. В лю
бом из этих двух случае
в
сварочный шов будет пористым и непрочным.
Очень важно, чтобы во время сварки длина дуги была
постоянной. При расплавлении электрода длина дуги
увеличивается, поэтому для сохранения правильного
расстояния, постепенно опускайте электрод. Для того чтобы
остановить сварку, уберите электрод от обрабатываемого
изделия. Правильное положение показано на правом рисунке
(см. направление стрелки)
УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ:
1 Сварочный аппарат не включается: А Убедитесь, что
сетевой кабель включен в розетку
В Перегорел плавкий предохранитель платы, Следы
проплавлений на плате – следствие перегрузки, Перегорел
биполярный транзистор, Перегорел конденсатор.
Внимание! Причиной неисправностей, указанных в пунктах В3 и
В4, является электрическое перенапряжение (напряжение
питания сварочного аппарата должно быть) или пе
репад
напр
яжения более, чем на15 – 20%.
2. Загорелся красный индикатор А Произошло короткое
замыкание между «+» и «-» выходного гнезда. Проверьте, чтобы
масса не касалась сварочного пистолета, чтобы контакт гнезда
не был нарушен. Напряжение питания должно быть постоянным.
В Кнопка сварочного пистолета (режим TIG) не действует, т.е.
отсутствует электрический контакт
С Кабель термостата отсоединился/ или т
ермостат выше
л из
строя
3. Потенциометр не работает (стрелка остается на
максимальном или минимальном показателе): А Проверить
его исправность с помощью тестера (омметра).- В Если
потенциометр не включается, заменить его
4. Неисправен выключатель: А Проверить зарядное
сопротивление конденсатора. Если конденсатор перегорел,
заменить его.
В Перегорел биполярный транзистор. Заменить транзистор.
NO STOP: Вы
бирающ фун
кцию NO STOP через переключатель
активирована вспомогательная регулированная цепь и
регулированная ручка не работает. Использующ электрод
гарантированы более лучшая непрерывность заварки и
характеристики дуги. Выбирающ функцию "basic MMA" через
переключатель выключена функция NO STO P и по возможности
установить параметры целесообразно для каждого вида
электрода.
Внимание! Не вскрывать аппарат самостоятельно. Ремонт
производить только в уполномоченной мастерской.
Произ
водите
ль снимает с себя всякую ответственность при
вмешательстве в конструкцию аппарата. Пункты В1 – В4, 2С, 4В
не являются гарантийным случаем. Ремонт производится на
платной основе. Гарантия не распространяется на детали и
комплектующие, работающие в условиях быстрого
естественного износа Фирма-продавец оставляет за собой право
отказа в гарантийном ремонте и снятии инструмента с
Ваш отзыв будет первым